stellen folgende Anforderungen an das System, Lager / Dichtung und die Schmierung. Die dargestellten Lösungsansätze sind beispielhaft.
Lager
- Material Ringe und Wälzkörper – Durchhärtende Standardmaterialien
- Wälzlager werden nach dem Härten wärmestabilisiert, übliche Werte für kleinere und mittlere Lager sind 120 (S00) – 150 °C (S0 oder SN), für größere Lager aus Hochleistungsstählen 200 °C (S1). Mit diesen Einstellungen wird die Zielhärte der Ringe von mindestens 58 HRC erreicht. Höhere Wärmestabilisierungen (S2 – 250 °C / S3 – 300 °C) reduzieren die Härte und damit die erreichbare Lebensdauer.
- Werden Lager im Bereich über der Temperatur der Wärmestabilisierung eingesetzt, dann ändert sich das Gefüge nachträglich. Maßänderungen und im ungünstigsten Fall Rissbildungen sind die Folge
- Die Übersicht in der folgenden Tabelle gilt für S00 und S0 stabilisierte Lager, S1 stabilisierte Lager (bspw. Pendelrollenlager von Premium Herstellern) haben bei 200 °C volle Leistungsfähigkeit. Der Temperaturfaktor reduziert die dynamische radiale Tragzahl Cr bzw. axiale Tragzahl Ca.
- Der Einsatz klassischer martensitischer Wälzlagerstähle bei Temperatur über 250 °C – 300 °C ist kritisch und nur für untergeordnete Anwendungen, bspw. Ofenwagenlagerungen, empfehlenswert. Über 300 °C werden diese klassischer Stähle zu weich.
-
Nachsetzzeichen (Suffix) max Betriebstemperatur Temperaturfaktor S00 120 1
S0 150 1
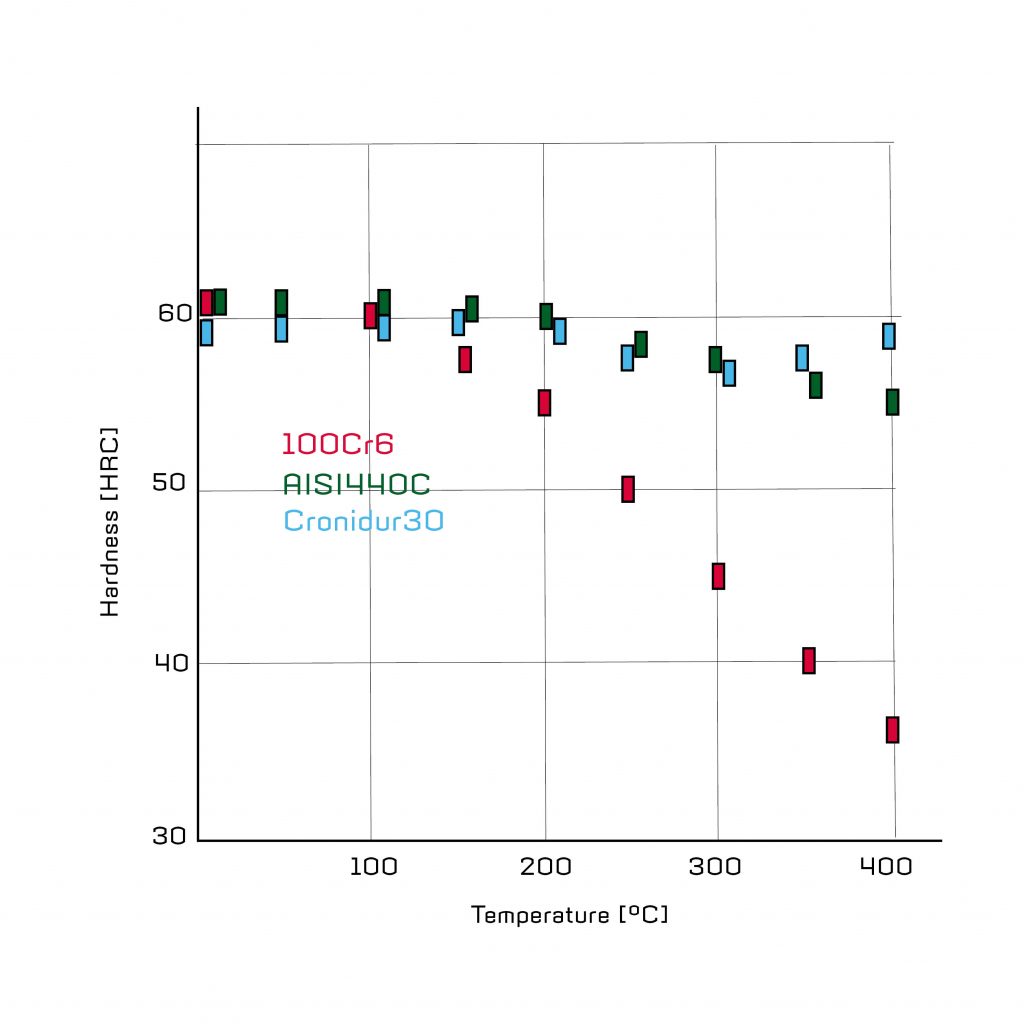
S1 200 0,9 S2 250 0,75 S3 300 0,6 - Sonderlagermaterial für Hochtemperaturanwendungen sind beispielsweise AISI 440C (X105CrMo17 – 1.4125), einsetzbar bis 500 °C, mit einer Härte von 56 bis 58 HRC. Damit halten die Ringe und Wälzkörper die notwendige Härte für eine lange Lebensdauer. Der Stahl ist gut verfügbar und relativ preisgünstig. Cronidur 30 (X30CrMoN15 1 – 1.4108) wird vorwiegend als Hochleistungsstahl eingesetzt und hält bis 500 °C eine Härte von rund 60HRC. Einige Abmessungen sind gut verfügbar, Cronidur 30 ist aber rund 10x teurer als 100Cr6 (1.3505)
- Lagerluft
- aufgrund hoher Temperaturunterschiede zwischen Innen und Außenring werden üblicherweise größere Lagerluftklassen gewählt
- bei Lagern mit langsamer Drehzahl und sehr hohen Temperaturen, wie beispielsweise in Brennöfen wird die Lagerluft stark erhöht (mehrfaches von C5)
- Festschmierstoffe erfordern höhere Lagerluftklassen, um ein Blockieren des Lagers zu vermeiden
Dichtungen
- Dichtungsvarianten
- Z Deckscheiben aus Stahlblech sind temperaturbeständig
- RS Dichtungen sind meist aus NBR hergestellt und können bis 100 °C eingesetzt werden
- RS Dichtungen aus anderen Materialien funktionieren bis ca. 200 °C, darüber werden schleifende Dichtung nicht mehr eingesetzt.
- WDR (Wellendichtringe) und O-Ringe werden in Sonderlager integriert, die Temperaturbeständigkeit entspricht dem verwendeten Werkstoff der WDR
- Lamellenringe und Pakete aus Lamellenringen werden häufig in Zylinderrollenlager eingesetzt, diese sind temperaturbeständig
- Materialien für Elastomere (RS / O-Ring / WDR)
-
Werkstoff ISO 1629 Basis Elastomer Handelsnamen Einsatzbereich NBR Nitril-Butadien-Kautschuk Perbunan® -25°C bis +100°C FKM Fluor-Kautschuk Viton® -15°C bis +200°C HNBR Hydrierter Nitril-Butadien-Kautschuk Therban® -15°C bis +150°C ACM Polyacrylat-Kautschuk Nipol® -20°C bis +150°C EPDM Ethylen-Propylen-Dien-Kautschuk Keltan® -40°C bis +140°C
Schmierung
- Fett
- Eine allgemeine Faustregel für Mineralöl besagt, dass über 70 °C bei jeder Temperaturerhöhung um 10 °C die Lebensdauer des Öls um die Hälfte sinkt –> bei höheren Temperaturen und Standardschmierfetten (meist Mineralöl / Lithium (komplex) seife) sinkt die Gebrauchsdauer des Fettes rapide ab.
- Moderne Hochtemperaturfette für sehr hohe Betriebstemperaturen basieren daher auf synthetischen, temperaturstabilen Grundölen wie PFPE / Esteröl und Verdickern aus Polyharnstoff und / oder PTFE. Diese können bis 260 °C und teilweise mehr eingesetzt werden.
- DUROCOMP bzw. Compoundschmierungen auf Basis Grafit und/oder MoS2
- selbstschmierende Lagercompound werden in das Lager eingebracht und anschließend thermisch behandelt. Im ausgehärteten Zustand liegt das Compound im Lagerfreiraum und gibt kontinuierlich Schmierstoff an die umliegenden, rotierenden Ringe und Wälzkörper ab. DUROCOMP kann für Dauertemperaturen bis 350 °C und Spitzentemperaturen bis über 500 °C eingesetzt werden
- Alle selbstschmierende Compoundlösungen sind Verbrauchsschmierungen und eignen sich nur für langsame Drehzahlen. Ist der Feststoff verbraucht, fällt das Lager aus
- Es gibt für Feststoffschmierungen keine Berechnungsverfahren, die Gebrauchsdauer ist ein Erfahrungswert
- DUROCOMP ist eine äußerst hochwertige und teure Lösung. Wir setzen diese vor allem bei hochkritischen Anwendungen im Vakuum oder bei Radioaktivität ein. Für normale Anwendungen, bspw. in Rollgängen im Stahlwerk, ist diese Lösung zu teuer.
- Für DUROCOMP setzen Sie sich bitte mit uns in Verbindung
- Lager mit Käfigen aus Grafit
- Die normalen Käfige werden durch solche aus Grafitcompound ersetzt. Diese funktionieren ebenfalls bis max. 350 °C ähnlich DUROCOMP, jedoch wird im fortgeschrittenen Betrieb das Spiel Käfig zu Wälzkörper größer.
- Pasten und Feststoffschmierung
- günstigere Ausführungen auf Basis Grafit und MoS2. Diese werden trocken oder als Paste aufgebracht.
- In Kombination mit Polyglykolöl können Festschmierstoffe in das Lager eingebracht werden. Hier werden die Lager über einen längeren Zeitraum bei +200 °C eingefahren. Das Polyglykolöl verdampft, der Festschmierstoff wird dünn auf die Laufbahnen aufgebracht.
- Diese Schmierungen können erneuert werden.
Beschichtungen
- Phosphatierungen, meistens Manganphosphat, werden häufig bei Ofenwagenlagerungen eingesetzt, erhöhen die Haftkraft des Schmierstoffes und verbessert die Laufeigenschaften.
- DLC Schichten werden bei niedrigen Beschichtungstemperaturen bis 200 °C aufgebracht, sind bis 350 °C temperaturbeständig und können als Schichtsystem auf die spezifische Anforderung angepasst werden.
- Auf Basis DLC können moderne, selbstschmierende Triboschichten aufgebracht werden. Diese können auch mit DUROCOMP kombiniert werden